
Standard rod pumps often experience premature failure in steam-assisted heavy oil wells due to barrel expansion, seal degradation, and scale deposition. This thermal recovery rod pump is specifically engineered for high-temperature downhole environments, maintaining stable clearance and pumping efficiency under prolonged steam injection conditions.

Pump bore of annulus thermal recovery pump oil well (mm) | Length of plunger (m) | Length of barrel (m) | Range of stroke (m) | Pump constant of the steam thermal rod pump | Size of connecting sucker rod | Size of connecting tubing (in ) | Max outside diameter (mm ) |
108 | 1200 | 12 | 0~10 | 13.17 | CYG25 | 4 1/2 TBG | 124 |
120 | 16.45 | 136 | |||||
140 | 22.06 | 153 | |||||
| 160 | 28.49 | 176 |
Steam Temperature: 180–350°C
Recommended Well Depth: Up to 1,500 m
Oil Viscosity Range: 5,000–50,000 cP (after thermal reduction)
Sand Content Tolerance: ≤2%
Daily Production Capacity: 20–120 m³/day
Utilizes Inconel 718 and specialized heat-treated alloys (QT800-10) to maintain high-precision sealing under extreme temperature cycles.
Eliminate the need for dual workovers. Our design allows high-dryness steam injection directly through the pump, saving up to 8 hours of rig time.
Featuring a unique Floating Valve Seat design that compensates for ±3.5mm of thermal deformation, preventing the "Plunger Stuck" issues common in heavy oil recovery.
Integrated with PDC (Polycrystalline Diamond) Scrapers to remove paraffin and scale buildup in real-time.
Conventional rod pumps are not designed for prolonged thermal recovery operations and commonly fail due to:
• Barrel expansion caused by high steam temperature
• Seal degradation under thermal cycling
• Scale accumulation leading to valve blockage
• Accelerated plunger wear in heavy oil environments
• Rod fatigue under fluctuating thermal stress
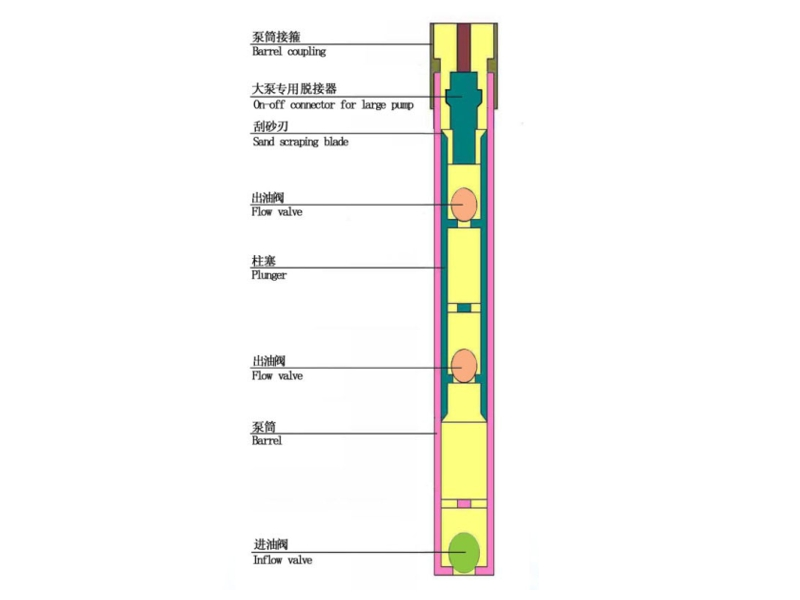
The core structure of steam thermal rod pump includes:
Barrel coupling: an important connection between the pump barrel and the sucker rod, usually a threaded connection structure.
On off connector for large pump: a disassembly connector suitable for large-size or deep-well oil pumps.
Sand scraping blade: installed near the plunger, used to remove sand and impurities in the inner wall of the pump barrel or the pump cavity.
Flow Valve: located above the plunger, opened when the plunger is on the upstroke and closed when the plunger is on the downstroke.
Piunger: a core moving part, usually sprayed with nickel-based alloy or hard chrome plating on the surface to improve wear resistance and corrosion resistance.
Flow valve: an auxiliary flow valve, an optional configuration, used to supplement and regulate liquid flow, suitable for multi-plunger structures or special working conditions that require segmented suction.
Barrel: the pump barrel not only bears the pressure of the liquid column, but also cooperates with the plunger to achieve sealed suction,
Inflow Valve: installed at the bottom of the pump barrel, opened when the plunger is on the downstroke and closed when the plunger is on the upstroke.

Thermal Compensation Section:
Absorbs thermal expansion to maintain pump clearance.
Anti-Scale Valve Assembly:
Prevents mineral deposition and sticking.
Heavy-Duty Barrel:
Improves resistance to deformation under high temperature.
Site Condition: Liaohe Oilfield, China’s largest heavy oil base. Well depth: 800-1200m. Crude oil viscosity: 250,000 mPa·s.
The Challenge: Traditional pumps required frequent pulling to switch from steam injection to production, leading to high operational costs and heat loss.
The Solution: Deployed Dongsheng Integrated Thermal Recovery Pumps.
The Result:
Steam injection dryness maintained at >85%.
Pump inspection cycle extended from 90 days to 240+ days.
Average single-well operation cost reduced by 15%.
Q1: What steam temperature can this pump withstand?
A1: This thermal recovery rod pump is designed to operate reliably in steam injection wells with temperatures ranging from 180°C to 350°C. Its reinforced barrel, high-temperature seals, and thermal compensation design ensure stable operation under prolonged steam exposure.
Q2: Can the pump be customized for high-sand heavy oil wells?
A2: Yes. The pump can be customized with:
Q3: What service life can be expected in 250–300°C wells?
A3: In typical steam injection wells with temperatures of 250–300°C, the pump achieves an average service life of 200–250 days, depending on oil viscosity, sand content, and operation schedule.
Q4: How do I select the correct pump size for my well?
A4: Pump selection depends on several factors:
Well depth and tubing size.
Daily production target.
Steam injection temperature and pressure.
Oil viscosity and sand content.
Manufactured in compliance with API 11AX standards for global oilfield applications.
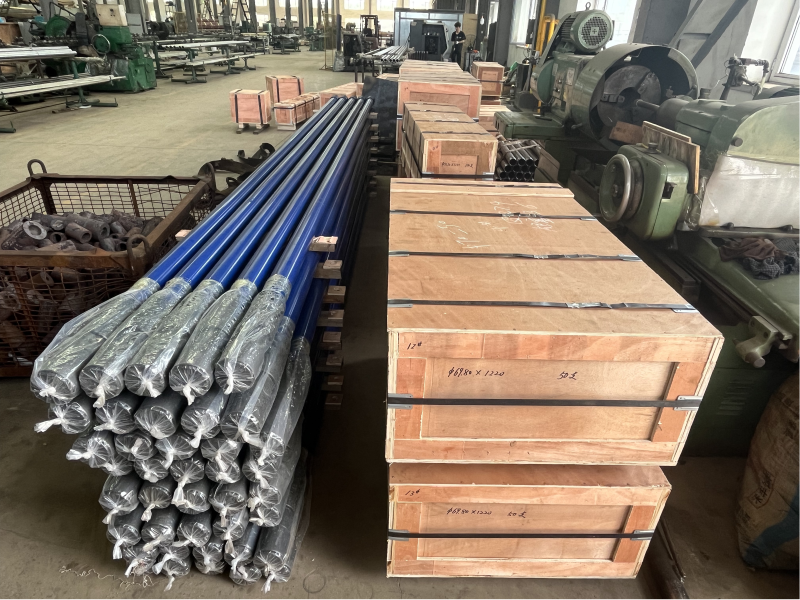
We have successfully completed the shipment of a batch of oil well pumps and accessories to Canadian customers. This batch of equipment has been strictly produced, inspected and packaged in our workshop and is packed in reinforced wooden boxes that meet international transportation standards to ensure safety during long-distance transportation.

A Trusted Name in API 11AX Subsurface Pumps Since 2000
Tieling Dongsheng is a leading Chinese manufacturer specializing in the design, R&D, and production of high-performance sucker rod pumps and downhole tools. As a qualified Tier-1 supplier for CNPC, Sinopec, and Weatherford, we deliver engineering excellence to the global oil and gas industry.
Established: 2000 (25 years of industry expertise)
Manufacturing Base: 20,000+ m² state-of-the-art facility
Production Capacity: 20,000+ units of oil pumps per year
Workforce: 96 dedicated employees, including 20 senior engineers and technicians
Registered Capital: 56 Million RMB
Product Range: 100+ types of API-standard pumps, sand control pumps, and downhole accessories.
Certifications & Quality Assurance:
API Spec 11AX Certified: Licensed to use the official API monogram (Certificate for subsurface pumps and fittings).
ISO 9001 System: Certified Quality Management System covering the entire lifecycle from raw materials to finished products.
Full-Process Inspection: Integrated testing system for every batch, including ultrasonic flaw detection, precision gauging, and high-pressure performance testing.


