

1. Project Background
In many conventional oilfields and deep-well operations, clients frequently require pump barrel solutions that offer both high strength and cost-effectiveness. Due to their superior mechanical strength and established manufacturing processes, carbon steel pump barrels have become one of the most widely utilized core components in oilfields worldwide.
The client for this project—a major international oilfield services company—required the rapid supply of a large volume of extra-long API 11AX carbon steel pump barrels for their well projects located in Central Asia and North America. The client placed extremely stringent demands on product straightness, internal bore wear resistance, and protective packaging for long-distance cross-border transport.
2. Challenges
Balancing Strength and Wear Resistance: While carbon steel possesses high tensile strength, the wear resistance of its inner wall becomes the critical factor determining pumping efficiency under high stroking frequencies.
Protection During Long-Distance Transport: Pump barrels typically range in length from 20 to 30 feet (approximately 6 to 9 meters), making them highly susceptible to bending deformation or surface corrosion during transit.
Strict Straightness Requirements: For extra-long pump barrels, even the slightest physical deformation can lead to plunger seizing or uneven wear.
3. Solutions
To address the client's large-scale requirements and specific transport conditions, our company provided a comprehensive, end-to-end customization service:
Premium Material Selection and Heat Treatment: We selected high-grade carbon steel (such as 1045 or 4140) and subjected it to precision internal wall strengthening treatments (such as internal bore induction hardening or hard chrome plating) to significantly enhance surface hardness and erosion resistance.
High-Precision Honing: Utilizing large-scale precision honing equipment, we ensured that the internal diameter tolerances and straightness of the extra-long pump barrels met API 11AX specifications across their entire length, thereby guaranteeing the proper dynamic clearance fit with the plunger.
Multi-Layered Rust Prevention: Prior to shipment, the interior and exterior surfaces of every pump barrel were coated with high-quality anti-rust oil and wrapped in protective plastic film to prevent moisture damage during sea or land transport.
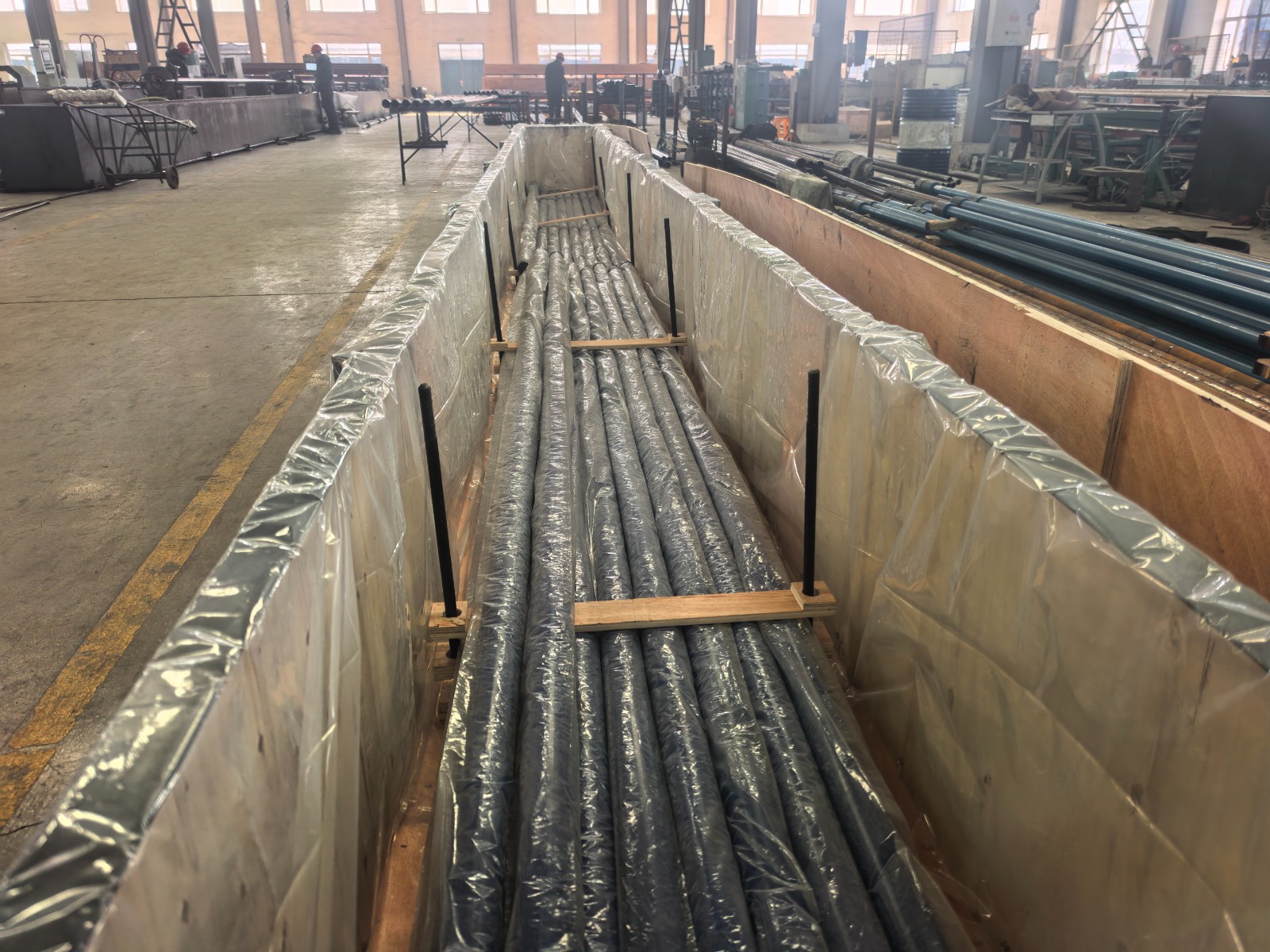
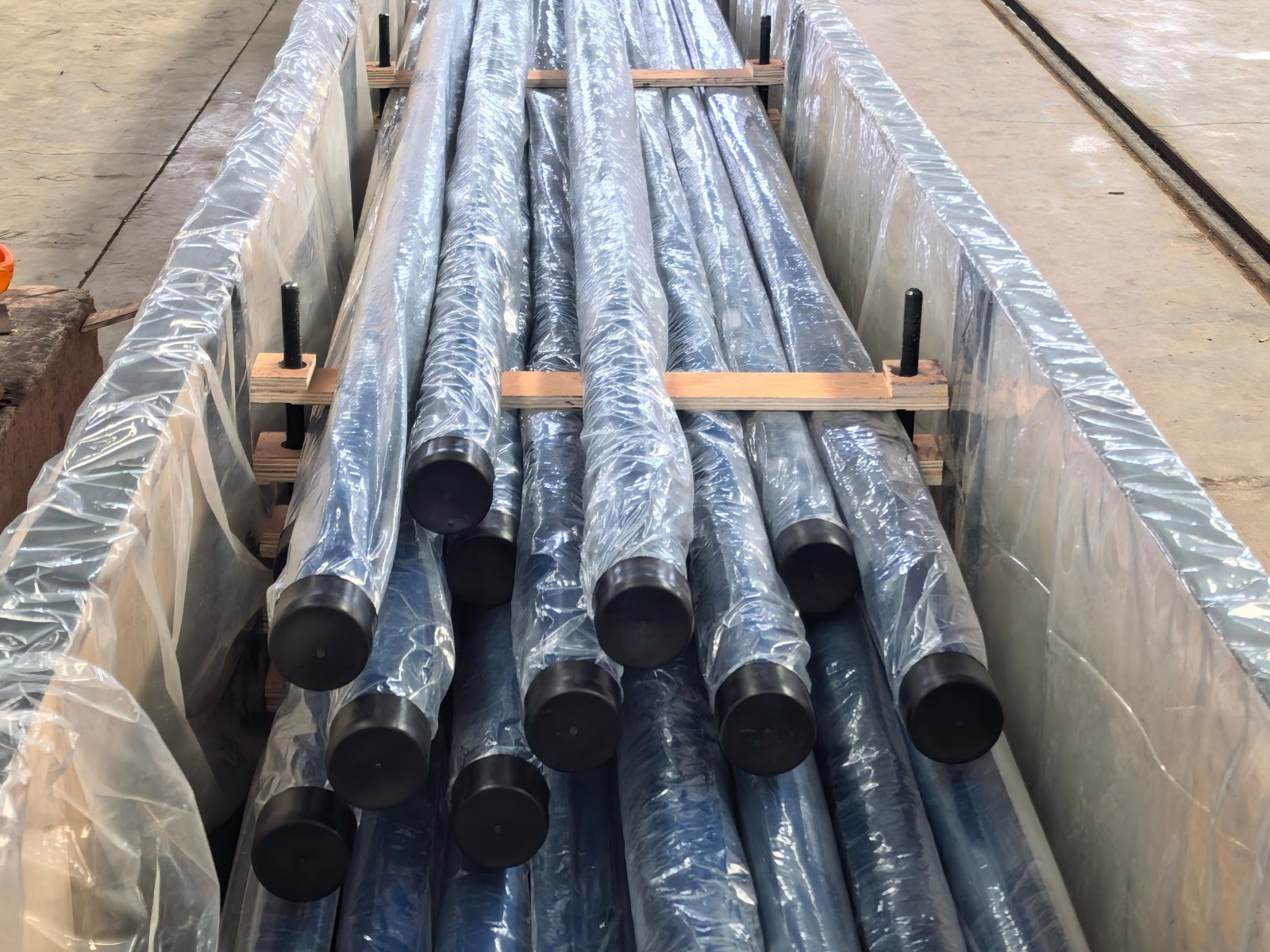
Industrial-Grade Reinforced Packaging (Key Visuals):
Utilizing custom-fabricated, steel-banded wooden crates, the interior of each crate is fitted with multiple support frames to prevent the pump barrels from sagging under their own weight.
Each pump barrel is individually secured to prevent mutual contact, thereby safeguarding against damage to threads or surface finishes.
A thickened plastic inner liner is applied to ensure a hermetic seal within the packaging crate.
4. Case Results & Feedback
Zero Transit Damage: Following a journey spanning thousands of kilometers via both land and sea transport, the product shipment arrived at the site with its packaging completely intact; the products exhibited perfect straightness and absolutely no surface damage.
Efficient Commissioning: Thanks to precise control over the internal bore dimensions, the products successfully passed the initial test pumping run immediately after downhole installation, operating smoothly and achieving the targeted pumping efficiency.
Large-Scale Supply Capability: The client expressed high commendation for our company's ability to deliver a large-volume, high-quality order within a short timeframe and has subsequently signed a long-term supply agreement.