
A Hydraulic Feedback Pump for Heavy Crude Oil is a downhole pumping system specially designed to efficiently deliver heavy crude oil with a high level of viscosity. This kind of pump is quite effective in extracting oil from difficult reservoir conditions such as heavy oil fields, thermal recovery wells, and steam-injection production zones.
Rather than relying on the traditional sucker rod pumping systems, this hydraulic feedback type utilizes a regulated hydraulic force balancing technique for enhancing fluid lifting capability, minimizing flow resistance, and ensuring production stability even under harsh oil conditions.
It is a common solution in oilfields where ordinary pumping systems cannot work due to:
The extremely high viscosity of the oil
The risk of sand production and blockage
The low pressure in the reservoir
The conditions of thermal recovery (SAGD / steam injection wells)

Heavy crude oil production presents extreme challenges that traditional sucker rod pumps cannot efficiently handle.
In many oilfields, operators face:
Extremely high oil viscosity restricting flow
Sand production causing frequent pump failures
Unstable pressure in mature reservoirs
Poor efficiency in thermal recovery wells
These limitations directly reduce production efficiency and increase operational cost.
This is exactly why the hydraulic feedback pump was developed.
Key Engineering Advantages
1. Designed for Ultra-High Viscosity Oil
Optimized for heavy and extra-heavy crude oil reservoirs.
2. Anti-Sand & Anti-Clogging Design
Hydraulic isolation reduces direct mechanical wear and sand impact.
3. Stable Production in Thermal Wells
Works effectively in steam injection and thermal recovery environments.
4. Lower Mechanical Failure Rate
Reduces rod stress and plunger wear significantly.
5. Higher Long-Term Production Stability
Maintains continuous output in declining reservoirs.
This system is widely used in:
Heavy Oil Reservoirs
High-viscosity crude oil extraction zones requiring artificial lift support.
Thermal Recovery Wells (SAGD / CSS)
Steam-assisted production environments with unstable pressure.
Mature Oilfields
Depleted reservoirs with low natural pressure.
High Sand Content Wells
Unstable geological formations with solid particle production.

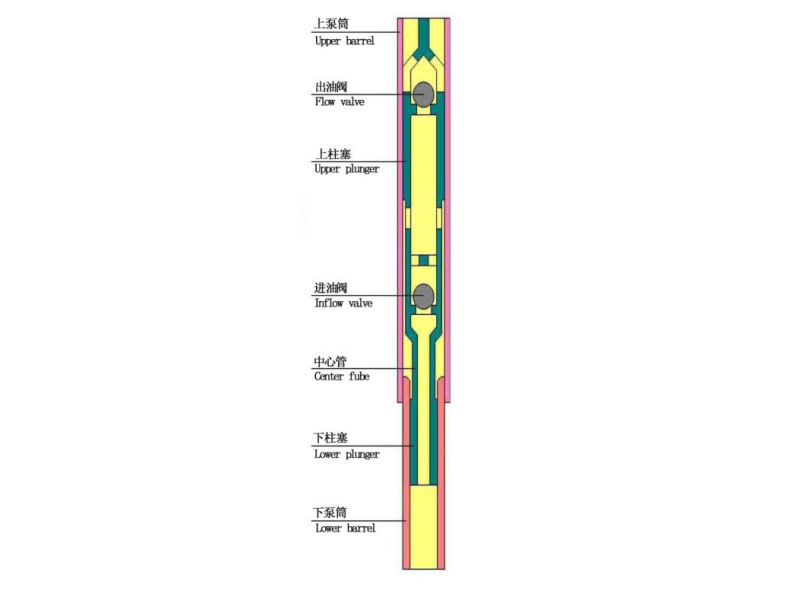
How Hydraulic Feedback System Works in Oil Wells
F=P⋅A
The pumping system operates based on controlled hydraulic pressure (P) acting on piston area (A), generating a stable lifting force (F) for high-viscosity crude oil transport.
Step 1: Controlled Downstroke
Hydraulic pressure drives the plunger downward, opening intake valves and allowing crude oil to enter the chamber.
Step 2: Stabilized Intake Phase
The system maintains pressure balance to reduce sand intrusion and prevent backflow.
Step 3: Hydraulic Assisted Upstroke
Hydraulic feedback assists in lifting viscous crude oil, reducing mechanical load on rod strings.
Step 4: Continuous Pressure Regulation
The system automatically adjusts hydraulic force based on downhole conditions.

Pump bore (mm ) | Length of plunger (m) | Length of barrel (m) | Size of connecting tubing ( in ) | Pump constant | Size of connecting sucker rod | Size of connecting tubin g(in ) |
57/38 | 0.6~1.2 | 2.7~6.6 | 1.8~5.1 | 1.91 | CYG19 | 2 7/8 TBG |
| 70/38 | 3.91 | CYG22 | 3 TBG | |||
| 70/44 | 3.35 | CYG22 | 3 TBG | |||
| 83/44 | 5.60 | CYG25 | 3 1/2TBG | |||
| 83/57 | 4.25 | CYG25 | 3 1/2TBG |
real oilfield operations, this system provides:
Improved daily production stability
Reduced workover frequency
Lower total lifecycle cost
Better recovery efficiency in mature wells
Engineers typically deploy this system in wells where conventional pumps fail to maintain stable output.
Q1: What viscosity range can this pump handle?
It is designed for high to extra-heavy crude oil conditions.
Q2: Is it suitable for steam injection wells?
Yes, it is widely used in thermal recovery operations.
Q3: How does it prevent sand damage?
Hydraulic isolation reduces direct mechanical exposure to formation sand.
Q4: What is the main advantage over rod pumps?
Higher stability, lower maintenance, and better heavy oil performance.
Q5: Can it be customized for different oilfields?
Yes, full customization is available based on reservoir conditions.
Tieling Dongsheng Petroleum Machinery Co., Ltd. was established in 2000. As a leading pump manufacturer in China, it is committed to designing, manufacturing, and supplying oilfield products such as sucker rod pump, special sucker rod pump, and downhole tools, etc. The company is a qualified material supplier of CNPC, Sinopec, and Weatherford. It covers an area of more than 20,000 square meters, with 96 existing staff, including 20 engineers and technicians. Registered capital of 56 million yuan. Annually produce more than 20,000 oil pumps and special oil pumps.
Tieling Dongsheng Petroleum Machinery Co., Ltd. has been certified by the ISO 9001 Quality Management System and licensed to use the API11AX certificate. The company covers 100 kinds of Sucker Rod Pump products and accessories, such as subsurface tubing pump, long-plunger anti-sand pump, drain, centralizer, spray metal plunger, alignment, and unified grinding, etc. The company has established a complete inspection system and applies end-to-end control and inspection from raw materials through semi-finished products to finished products.

We have 17 patents related to oil well pumps, such as hydraulic feedback, strong opening and closing valves, and other core technologies. The product covers -30℃~350℃ extreme working conditions and is suitable for heavy oil with a viscosity of up to 4000 centipoise. The modular design reduces maintenance costs (it only takes 2 hours to replace key components). Compared with screw pumps, energy consumption is reduced by 30%, and the return on investment period is shortened to 6 months. More than 5,000 units have been used in Liaohe, Shengli, Xinjiang, and other oil fields. Household cases show an average increase in production of 20%~45%, and the pump inspection cycle is extended by 2~3 times.
Our company is committed to providing reliable and high-performance oilfield equipment backed by recognized industry certifications and strict quality management standards. We have obtained multiple certifications, including the API Certificate, High-tech Enterprise Certificate, Intellectual Property Certification, and ISO14001 Environmental Management System Certification.


